


Makîneya çêkirina qûtîkan li derve û hundir, makîneya pêçandina qûtîkên metal, qûtîkên gilover û çargoşe

Makîneya çêkirina qûtîkan li derve û hundir, makîneya pêçandina qûtîkên metal, qûtîkên gilover û çargoşe
Vîdyoya têkildar derbarê pêçandina ji bo pêvajoya çêkirina qutîyên xwarin an pîşesaziyê de
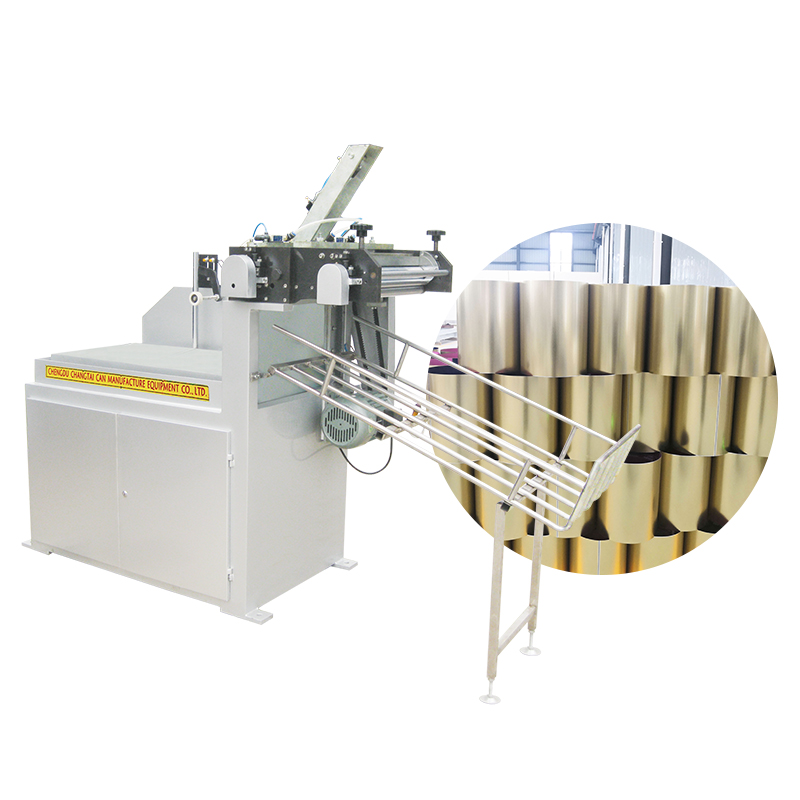
Danasîna vê makîneyê
1. Bi makîneya weldingê ve girêdayî ye, sêwirana veguhestina kembera kişandina ber bi jor ve ya konsolê ji bo rijandina tozê guncan e, û hewaya pêçayî ya pêşiyê dirûna weldingê sar dike da ku dema germahiya dirûna weldingê pir zêde be, ji kombûna toz an kefkirina zeliqê dûr bikeve.
2. Kembera îtxalkirî ji bo veguhastinê tê bikar anîn, û laşê qutîya weldkirî di bin kembera veguhastinê de tê kişandin, da ku dema guhertina celebê qutîyê ne hewce be ku bilindahiya veguhastinê were sererast kirin, û veguhastin aram be.
3. Ji bo ku piştî rijandinê pêveka zeliqê ne yekreng be, firçeyek li derketina çerxa pêçandinê tê sazkirin. Ji bo ku pêşî li wê rastiyê were girtin ku firçe zeliqê tîne nav tankê, guhêzkerek înduksîyonê tê sazkirin da ku silindirê kontrol bike da ku firçe tenê dema ku tankek hebe dakeve xwarê û dema ku tank tune be bilind bibe, da ku zeliq neçe nav tankê.
4. Ji bo rehetiya debugkirina makîneya kaynakirinê, silindireke hewayê tê sazkirin da ku tevahiya beşên veguhastinê û pêçandina derve ber bi jor û paş ve rake, bi vî awayî dezawantajên debugkirina nerehet a makîneya kaynakirinê ji bo veguhastina bi kişandina ber bi jor ve dûr dikeve.
5. Plaqeyên paqijkirinê li her du aliyên çerxa lastîkî ya kembera pêçandinê ya derve û rolikê têne danîn, da ku zeliq aliyê çerxa pêçandinê qirêj neke û paqijiya çerxa pêçandinê misoger bike.
6. Şîrketa me dikare li gorî daxwazên xerîdar rêbaza spreykirina derveyî çêbike, lê pêçandina derveyî divê rêbaza veguhestina binî be (girêdana bi makîneya kaynakirinê re rêbaza veguhestina ber bi jor ve ye). Veguhestina makîneya pêçandina destan a bi pêçandina navxweyî û makîneya kaynakirinê divê li her du aliyên dirûna kaynakirinê kemer hebin, da ku dirûna kaynakirina laşê qutîkê bi awayekî sabît di heman bilindahî û xetê de bimîne.
Parametreyên Teknîkî
| Cins | GNWT-286S | GNWT-180S |
| Leza Roller | 5-30m/deqe | |
| Firehiya lakê | 10-20mm | 8-15mm |
| Mezinahiyên diametera qutîkê | 200-400mm | 52-180mm |
| Cureyê pêçandinê | Pêçandina Roler | |
| Barê niha | 0.5KW | |
| Dabînkirina Tozê | 220V | |
| Vexwarina hewayê | 0.6Mpa 20L/deqe | |
| Pîvanên Makîneyê | 2100*720*1520 | |
| Pîvan | 300 kg | |
Pelê teknîkî di derbarê vê makîneya pêçandina rolika derveyî de

-

Makîneya Qeymaqê ya Qutîya Qalibê 200-401 170ml-2.5L qalib ...
-
Qutîyên dor qutîyên çargoşe makîneya dorvegerandinê ca ...
-

Makîneya zuwakirina çêkirina qûtîyan zuwakirina qûtîyan frekansa bilind...
-

Sarincokê pîşesaziyê ji bo makîneya çêkirina qûtîkan
-

Makîneya çêkirina qûtîkan sîstema tozê ji bo qûtîka metal ...
-

Qutîyên mezin ên gilover, qutîyên çargoşe, bermîlên mezin ên bîraya rûnê...